- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/04d0749b8dec8070b1197b2fa48050c4.jpg)
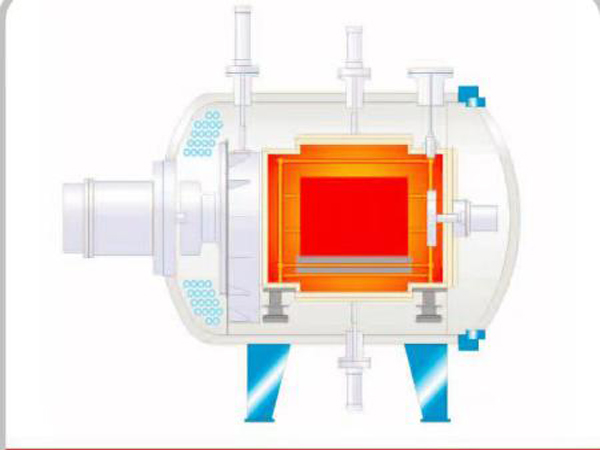
真空泄露故障现象分析与排除
真空泄露故障现象分析与排除
对设备全面检测,真空漏率实测值约155Pa/h(1.16torr/h),标准为0.667Pa/h(/h(5×10-3torr/h ),冷态真空度约0.444Pa(2.8×10-4torr),标准0.0013Pa(1×10-5torr),热态最高真空度约0.0119Pa(8.9×10-5torr)。热态最高真空度为空炉测量,测量值随着炉温的变化而变化,炉温越高,真空度越高。正常情况下冷态真空度应高于热态真空度,因此可知,该设备出现了反常现象。通过对不同材料试件进行测试,不锈钢,出炉温度
注:1托=133.322帕 或 1帕=7.5×10-3托
故障分析及判断
真空泄漏故障维修的关键,是看能否准确地判断出故障点(泄漏点)。真空度抽不上去的原因可能有多个,也许真空机组的抽气能力不够,也可能是漏率偏高,又或为两者比如,抽空时间相同而真空度偏低,这时候关闭主阀,如真空计指针很快下降,多数情况是真空室漏了,这时应先查出漏点。如真空计指针下降很慢,多数情况是真空机组抽气能力不够,这时可将重点放到查找真空泵及阀门的泄漏上,或是扩散泵油污染、氧化了,或是前级管路密封不好,泵油不足,或是泵油乳化,轴封漏油等。根据以往真空设备的维修经验,设备真空度在短时间内迅速下降,一般由炉盖、板阀、碟阀等动态密封件老化、划伤及氧化皮脱落至密封线上所致。可以通过清理更换密封件,手动开关阀门检修或氦质谱检漏仪检漏,因本单位没有氦质谱检漏仪所以使用真空计检漏法:使用酒精,丙酮等易挥发液体涂在可能泄漏的地方,如泄漏则酒精渗入并挥发,影响内部真空,如真空计读数有变化,则表明该处泄漏。通过丙酮或酒精检漏法等观察真空度变化,仔细查找漏点。由于该设备真空室与外界接口较多,如连接法兰、管道及真空管等,一时难找出漏点。另一方面,由于加工任务紧急,设备没有太、长停机时间,不可能对所有接口逐一拆卸检修。经过仔细观察设备加工过程中真空度的细微变化,发现了反常现象,即热态真空度高于冷态真空度,根据这一现象,从理论上加以分析可初步判定漏点可能在炉体的十二组加热水冷电极上或者在炉内的热交换器上如果漏点在热交换器上真空度应该没有这么高,加工出来产品的颜色也不是这样。热交换器上如果漏点就会渗透出水,渗透出来的水经过高温气化产生水蒸气,大家都知道水是由水分子构成的. 水分子是由2个氢原子和1个氧原子构成的.如果在真空系统中出现水分子真空度是不容易上去的,所以初步怀疑漏点在加热电极周围的密封圈上,因为加热电极的密封圈可能老化或已受热碳化,电极连接板上虽然有水冷却装置,但此处是发热源,热量较高,密封件容易老化。当密封件老化或碳化降低或失去弹性时,冷态真空度必然下降,只有当炉内加温时,电极上的密封件受热膨胀才能起到较好的密封作用。这一结论正好印证了上述的真空度反常现象,但缺乏实际检测。
故障检修及改进
拆卸最大怀疑点的上、下两个区的电极,结果发现有两组电极密封垫已经碳化,其他密封件也已经老化。更换原装密封件后试机,与之前比较有所改善,冷态真空度0.006Pa(4.5×10-5torr),但该值距标准真空度仍差半个数量级。经反复装调,仍没有实质性改变,于是怀疑是原装密封件达不到要求。因此对电极锥面的O形密封圈设计尺寸产生怀疑,锥面上原装的O形圈截面直径为
结论
真空炉维修后,经过几个月不停运转,其真空度、漏率都非常稳定真空热处理后的材料(PH15-5,18Ni)色泽均显出金属本色,设备进入正常工作状态。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
