- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/04d0749b8dec8070b1197b2fa48050c4.jpg)
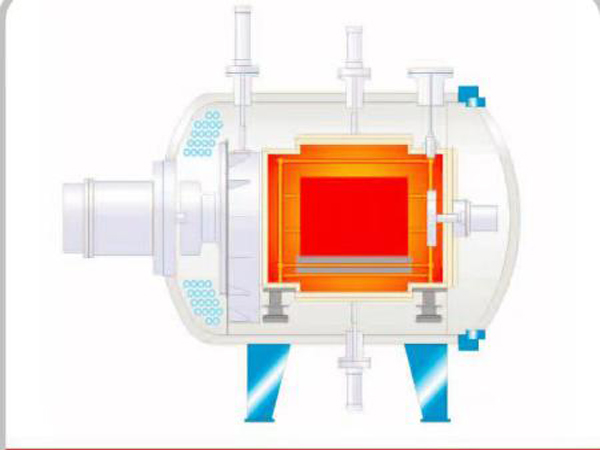
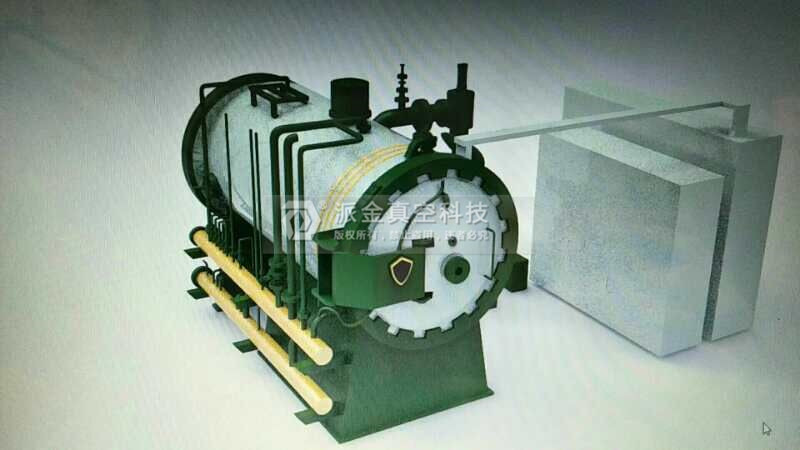
真空炉的安装调试及操作步骤
真空炉的安装调试及操作步骤
1、参照图纸提供的炉子平面布置、安装位置和土建条件,选好设备永久安装地点并进行土建施工。安装地点应无烟尘污染,环境清洁,空气干燥,不应与其他设备等放在一起,保持室温10
2、安装石墨电热元件和水冷电极时,应注意:
a.拿石墨元件时要极为小心,以防损坏;
b.要可靠地拧紧螺栓,以达到良好的电接触,不要用力太大,避免螺纹断扣。
3、按真空系统图将真空系统定位,组装并与炉体连接。装配时把O型密封圈涂上一层薄薄的真空油脂,均匀地拧紧法兰。
4、按水冷系统图,将进水管与排水管分别接到炉子的进、排水口上,提供压力为0.1-0.15MPa,温度不低于
5、提供压力最小为0.5MPa的气动气源,可用工业氮气,如用压缩空气,则自备气动“三大件”(如油雾气、减压器、分水滤气器)。
6、按回充气体系统图将管路接至回充管路上,并建议提供纯度为99.99%—99.999%的高纯度氮气作为回充气体。
7、按电气接线图把电源接到相应的电接点上,校核电源电压,连接控制箱,动力箱和炉体间的电线电缆。
8、安装其余零部件,包括导管、测量仪器仪表等。
9、炉体和控制箱均接地,接地电阻≤4欧,仪表和真空计的规管电缆也应接地。
调试与验收
全套设备按技术要求安装完毕后,无缺件并有良好的接地时,即可按下列项目进行调试与验收。
1、检查项目
1)外观质量检查:外表面应光洁平整,无严重压坑和机械碰伤。
2)主要外购的配套件说明书,合格证的检查:如真空机组、磁性调压器、电子电位差计、控温微处理机、真空继电器等。
2、冷炉调试
1)机械、气压、电气联动调试,调整工件传送转移时间≤25S,整个联动在装载
a.真空隔热门开启或关闭行程时间调至≤8 S。
b.工件车前进至加热室行程时间调至12—15 S。
c.工件车上升或下降行程时间调至≤3 S。
d.工件车后退至冷却室行程时间调至12—15 S。
e.装载
2)气冷风扇调试,转速约2900r/min,转动灵活,无异常现象。
3)报警系统调试,应准确无误,安全可靠。
4)测量绝缘电阻大于等于20千欧。
5) 测量炉子冷态真空度,压升率接近0.5Pa/h(可结合在热调试中进行)。
3、热调试
1)在炉子真空度不低于13.3Pa的情况下通电烘炉,在炉温缓慢升至
2)极限真空度测量:不低于6×1.0-4Pa。
3)工作真空度测量:不低于2.7Pa(在1000空炉时)。
4)压升率测量:在真空炉加热至
5)回充气体调试:当冷却室真空度为1.33Pa时,关闭真空 隔热门、冷却室真空阀,并立即向冷却室炉充入氮气0.06MPa时,时间应在 2.5(秒)完成,并且加热室的真空度不得低于670Pa。
3、操作程序
1、开炉准备
1)检查各电器接头是否紧固,各组成部分是否清洁、正常。
2)测量绝缘电阻不应小于2千欧。
3)调节温度控制仪表,时间继电器等,使其符合热工工艺规程的要求。
4)打开回充氮气开关。
5)打开气动气源开关。
6)打开水冷系统总开关。
7)电源总开关合闸。
8)磁性调压器,控制柜上的总开关合上。
9)打开冷却室电磁放气阀,向炉内放气。
2、开炉步骤:
1)打开水冷系统各截止阀,保证排水通畅,在炉子工作期间,排水温度不得超过
2)打开炉盖,将工件送入炉内冷却室,然后关闭炉盖。
3)启动机械泵。
4)打开冷却水真空阀对冷却室抽真空,当冷却室与加热室真空度相近时,方可进行下面操作程序。
5)打开真空隔热门。
6)将工件、工件车送入加热室。
7)工件、工件车下降,工件停放在炉床上。
8)工件车回至冷却室。
9)关闭真空隔热门。
10)开热室真空阀。
11)真空度≤800Pa时,启动机械增加泵。
12)真空度至20Pa时,通电加热,升温,保温(按工艺要求)。
13)保温结束关闭加热室,冷却室上的真空阀及停止机械增加压泵工作。
14)机械泵停止工作。
15)打开真空隔热门。同时进行
16)炉子断电,停止加热。
17)工件车进入加热室。
18)取放工件气缸上升,工件车托起工件。
19)工件车及工件退回冷却室。
20)关闭真空隔热门。
21)向冷室充入氮气,压强至0.06MPa。
22)启动冷却风扇。
23)工件冷却至约
24)开冷室放气阀,向炉内充气至大气状态。
25)打开炉盖,取出工件。
4停炉
1)关闭回充氮气开关。
2)关闭气动气源开关。
3)当炉温降至
4)拉开电源总开关。
5、维修与保养
1、工作完毕后,炉内须保持在0.06MPa以下的真空状态。
2、炉内不干净或有尘土时,应用酒精或丙酮浸湿过的绸布擦拭干净,并使其干燥。
3、炉体、真空系统等零部件拆装时,应用丙酮或酒精洗净,干燥后涂上真空油脂再装上。
4、设备外表面应经常擦拭,保持清洁。
5、电气系统的电接头应保持干净、紧固,每开炉前应检查各电接头是否紧固。
6、经常检查炉子的绝缘电阻,其值不应小于2千欧。否则要认真检查电热元件、电极、隔热屏的电阻等,及时排除故障。
7、机械传动件按一般机械设备的润滑要求,定期加油或换油。
8、真空机组、阀门、磁性调压器、测量仪表、热工仪表等配套件,均按出厂产品所带的技术说明书予以维修和保养。
9、应停电维修,在带电情况下维修时,必须保证操作人员、维修人员及设备的绝对安全。
10、加热过程中,炉内真空度低于20Pa时,应停止加热升温 。
11、工件、料筐须经清洗干燥后,方可进入炉内,防止水份、污物进入炉内。
12、各传动件发现卡位、限位不准,控制失灵等现象时,应立即排除,不要强操作,以免损坏机件。
13、严格按操作规程操作,不准随意掀动按钮,拨动开关,所有操作人员必须经过培训并考核通过才可以正式操作真空炉。非正式操作人员严禁操作。
14、控制柜应有电源急停装置。必须做好停电的预防措施!真空炉的冷却循环水系统严禁断水!冷却水的压力必须按照额定压力设备冷却水进口处压力:0.15~0.3MPa、流量约
15、真空炉的抽气系统中因为配备与电源联锁的自动阀门,在发生停电事故时能够关断抽气管路,防止空气和真空泵油进入炉内。
真空计的维护与保养 :
1、 按照PLC程序抽低真空:紧闭所有的真空阀门,启动机械泵,待其运行正常后(大约1-2 min),打开通向炉体的低真空阀即上碟阀,预先对炉体抽低真空。
2、 按照PLC程序抽高真空:打开下碟阀,对扩散泵进行抽气,当真空度达到15 Pa以下后,系统自动开启扩散泵进行预热,一般经过45 min左右扩散泵开始其作用,就可以关闭上碟阀,同时开启主阻挡阀待真空度达到1.33×10Pa以上,才可以开启加热按钮对样品进行加热。
A:真空计有两个量程表,低真空量程1.0×10-1.0×10;高真空量程1.0×10-1.0×10,一般在2Pa开始转换量程。注意充大气进去前,应关闭真空计开关,防止真空计老化。真空计的检定周期为1年。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
