- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
真空炉进气速度控制系统的研究
真空炉进气速度控制系统的研究
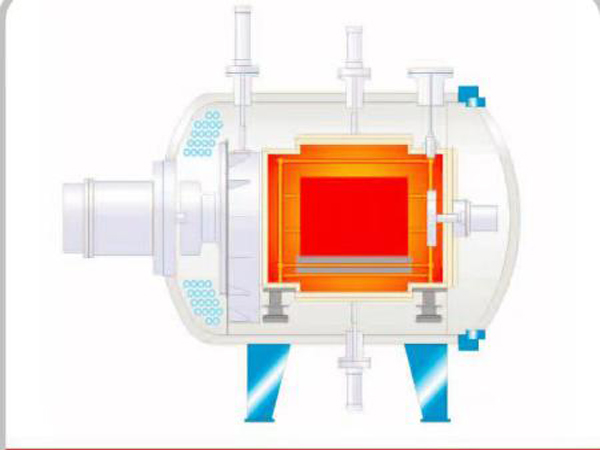
针对某些特殊金属粉末生产过程中,在真空炉进气速度控制方面存在的问题,应用可编程逻辑控制器LOGO!和智能调节仪UP550,对真空炉进气速度控制系统进行了自动化改造。采用控制手动微调阀两端压差的方法,保持进气流量基本稳定;采用偏差控制的方式使真空炉内压力按给定斜率在一定的偏差范围内匀速上升,实现了真空炉进气速度自动控制,取得了良好的效果。

一些特殊金属粉末,由于对空气的敏感性,在真空高温处理后出炉时不能直接骤然暴露于空气之中,否则轻则物料增氧,重则起火燃烧,为此,通过控制真空炉进气速度,使炉内压力从100Pa平稳升至105Pa,这个过程视产品的不同约需8~24h。传统方法是采用的手工间隙式充气或流量计充气方式,工艺重现性差,充气过程为不连续的跳跃式,物料增氧在所难免,并且二者都必须人工手动调整。因过程繁琐、时间长,要求操作者有足够的精力和耐心;同时由于进气速率不均匀,影响产品质量。因此要求设计真空炉进气速度自动控制系统,以实现进气速度自动化控制,消除进气速度不确定对产品质量的影响。进气控制系统的设计.进气控制方式的确定进气系统设计的主要问题是怎样解决给真空炉均匀、缓慢的进气。进气流量不能太大,否则金属粉可能自燃;又不能太小,否则进气时间过长影响生产进程。如何保证空气进入真空炉的流量在满足生产工艺要求的前提下稳定匀速是本设计方案的目的。怎样在阀门开度一定的情况下使流量稳定是进气控制方式要解决的首要问题。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
