- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
Cr12MoV钢真空炉与盐浴炉热处理工艺试验研究
Cr12MoV钢真空炉与盐浴炉热处理工艺试验研究
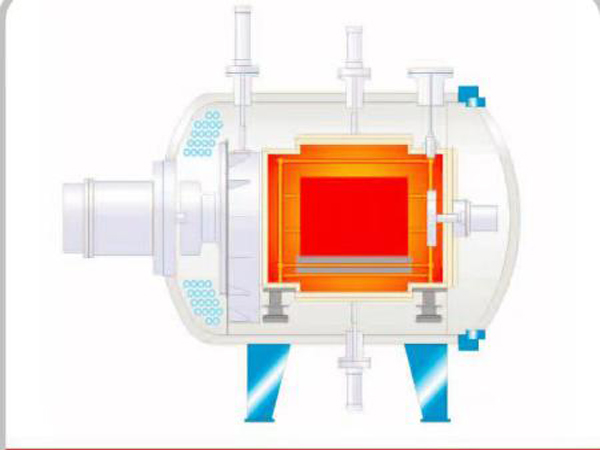
Cr12MoV钢是冷作模具钢之一。近年来用Cr12MoV钢生产的滚丝轮,要求具有良好的耐磨性和足够的韧性及最小的热处理变形。滚丝轮的热处理加热形式有两种:盐浴加热和真空加热。针对两种加热方式在提高硬度及防止变形方面各种特点,本文对此进行试验分析,寻找Cr12MoV钢滚丝轮的最佳热处理工艺参数。
试样在真空加热中的变形量比盐浴加热的变形量大,但实际生产中滚丝轮淬火后存在缩小的趋势,这与真空淬火特有的脱气作用有关,真空淬火能使钢中的氢气、氮气和氧化物分解气从刀具表面逸出使之呈现缩小。1000℃以上范围淬火加热,随着淬火温度升高,淬火后硬度随之增大,回火后硬度却普遍在HRC61~62间,说明1000℃~1030℃淬火,200℃~220℃回火皆可满足Cr12MoV钢滚丝轮对硬度的要求。真空炉淬火中,随着保温时间的延长,奥氏体晶粒度逐渐增大。使产品充加热,奥氏体化充分,为产品淬透性做准备。提高滚丝轮淬透性,使马氏体转变充分,减小残余奥氏体含量,可保证滚丝轮的硬度、变形均匀性。相同的淬回火工艺下,淬火态和回火态,试样的硬度值真空炉加热大于盐浴炉加热,说明Cr12MoV钢的淬硬性真空炉效果好于盐浴炉。
Cr12MoV钢滚丝轮工艺参数为:淬火温度1020℃,回火温度200℃~220℃,硬度可达HRC60~62,刀具可保证具有良好的硬度,防止变形。真空炉加热可防止工件的氧化和脱碳现象,产品不易腐蚀,加工时可有较小的留量,且表面颜色美观,这是盐浴炉无法比拟的。但真空炉加热设备一次性投资较多,生产成本高。针对不同规格的滚丝轮产品,可根据不同特点合理选择加热方式,使资源合理分配。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
