- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
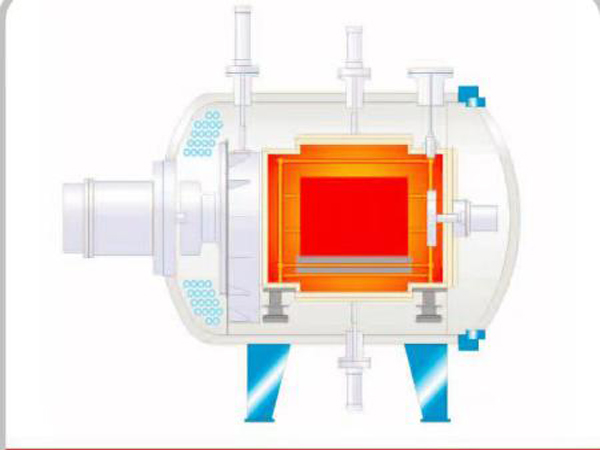
真空回火炉加热过程中的注意事项
1、要避免热处理产品,尤其足铜、铝、锌、锡、铅等与电加热元件接触,无论是细粉、熔液或蒸汽等,防止在电加热体表面侵蚀形成“麻坑”,截面变小,最后过热而烧断。
2、测试炉温均匀性时,应注意测温触点的定位捆绑方式,以及离加热元件的远近。
箱式电阻炉炉内经常(至少每月)用毛刷、扫帚或压缩空气、吸尘器等清洁炉膛和搁砖,要防止炉内氧化皮等杂质掉在电热元件上,发生短路,甚至烧坏搁砖。底板、坩埚、炉罐等耐热钢构件每使用一段时间,最好吊起敲击,清除其氧化皮。氧化铁皮等杂质如不及时清除,就会熔融与耐火砖发生反应,使炉丝熔化。
3、真空炉升温后,不能长时间开启炉门。当温度高于400℃时,不得急剧冷却。对于电热元件在温度高、冷热变化大情况下,容易引起氧化掉皮。对于钼加热炉,EI常使用维护中注意应冷却至200℃以下方可停送保护气。
4、引出棒与线夹子应接触良好,引出棒与夹子接触而应光滑。引出棒不能有发红现象,供电时线夹子的升温最高不超过60℃。注意由于升温停炉时的热胀冷缩以及蠕变伸长等,引出棒接线夹子的螺栓容易发生氧化松动,形成虚接短路,要定期检查拧紧。
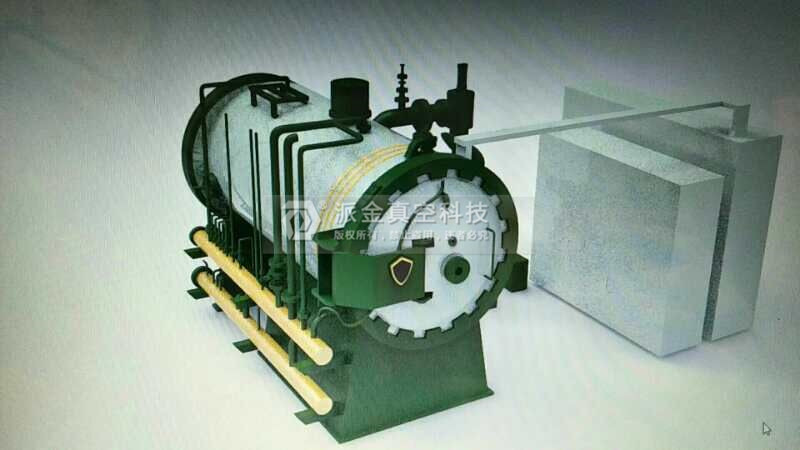
真空炉的自动控制设计合理、自动化程度高、可靠性好,可有效地保证生产的高效、安全进行,充分发挥了 PLC 的高可靠性、抗干扰性、调试方便的特点,实现了钎焊工艺过程的自动化,从而减轻操作人员的劳动强度。同时解决了单室炉工期长、资源严重的浪费的问题,实现了节省工期、节约电能,具有很高的经济效益和社会效益。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
