- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
真空炉自动控制系统的发展和控制的原理
真空炉自动控制系统的发展和控制的原理
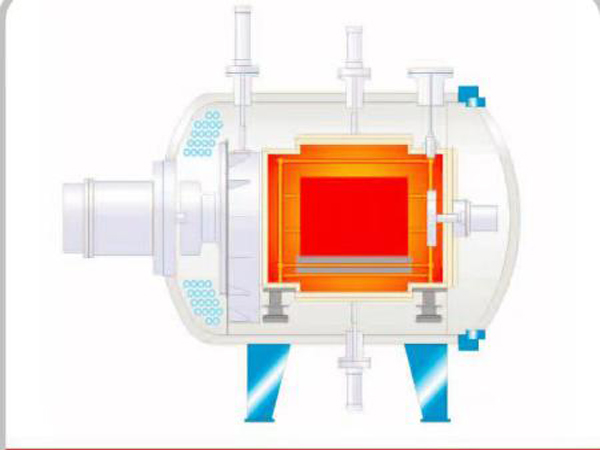
一、真空炉自动控制系统控制的原理
控制原理为:由溢度检测元件将温度信号提供给调节器,调节器根据可编程控温曲线设定参数,进行不同时段的Pin自整定,并向执行器可控硅调功器发出控制信号,通过调整电炉丝的功率,实现对护温的自动控制。由于可编程调节器灵活的由线编程功能,通过选择适合工艺的编程曲线设定参数,便可实现炉温的全程控制。
二、真空炉自动控制系统的发展
真空炉是我国生产、生活中主要的耗能设备,按照国际先进水平衡量,我国能源的利用率很低,节能的潜力很大。为了使温精度达到±1摄氏度,配合可编程控制器PLC将真空炉机械动作及热处理工艺所要求的充气、增压、电磁阀等控制过程完全实现自动控制,极大提高了系统的可靠性,保证了工件的热处理质量。日本5HIMADEN(岛电)最近开发了可编程真空炉温度控制器FP-21。将热处理控温曲线及设定编程参数输人调节器,它以其快捷、直观、丰富的现场工作界面经不同功能的组合设定便可实现现场炉温的全过程控制‘实际运行中调节效果良好,保证了各温段的控温精度,实现了真空炉炉温的自动过程控制,大大地提高了精密机械零件的热处理质量。
总之,在真空钎焊炉控制系统中引人自动控制,不仅提升了真空钎焊的焊接质量和工作效率,也提高了系统的经济效率,实现了系统的节能与可持续发展。





山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
