- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
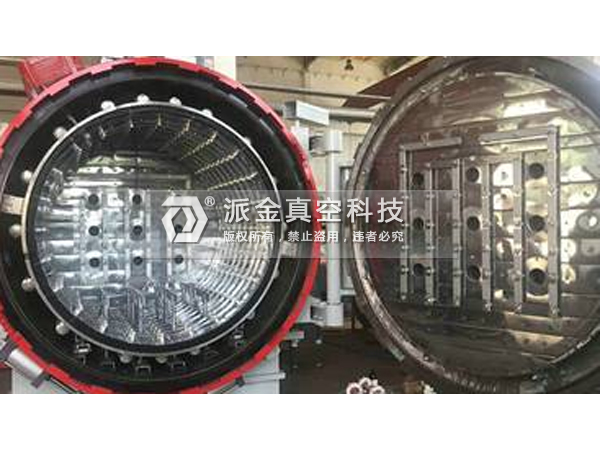
去除真空铝钎焊炉内油污需要注意的问题
去除真空铝钎焊炉内油污需要注意的问题
1、将炉温快速降到400摄氏度,是为了减少钎焊接头处硅的扩散,有利于保证接头质量。这是铝钎焊工艺所要求的,必须做到。
2、然后采取缓慢的较长时间的自然冷却,这一步主要是为了洁除汕污。这时由于炉内有氮气,余热靠氮}L的循环传导,可以加热原来辐射不到的吸附有汕污的冷构件。这些构件的温度通常只有数十度,在这个过程中可以升高到200摄氏度左右,从而达到蒸发其表而油污的日的。
3、接下来的抽粗真空,一方而是将已经蒸发的油汽排除炉腔,防止冷却后再次被吸附,另一方而,在粗真空环境下油污蒸发会更加彻底。扩散泵没有必要再打开,因为当压力降至10Pa时,炉内气体99.99%以上已经被抽出了。
4、关闭炉壁、炉门的冷却水,是为了减少热量损失,更有利于炉壁的温度升高。但是,因为这时扩散泵等设备还需要冷却,不能停止水循环系统的工作。
5、其他问题
通过这样处理后,反射板和一些热容量较小的构件上油污基本可以清除干净。炉壁由于热容量人,尽管事先关闭了冷却水,但存留的冷却水仍使其热容量人大增加,温度仍然升小高,洁除汕污的效果最差。所以,在最后还需要对炉壁进行j乒工清洗。由于油污是较长时间积累起来的,油污上还会粘有灰尘,灰尘是不能用这种方法去除的,油污被去除之后,剩下的灰尘附着力不强,可以用吸尘器进行清理,或用干净的压缩空气吹掉。不能先清洗炉壁,那样做,在后而的加热蒸发时,又会有一些油蒸汽被吸附上去。清除灰尘时又会有灰找,_粘上去。所以炉壁应放在最后进行洁洗。



山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
