- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
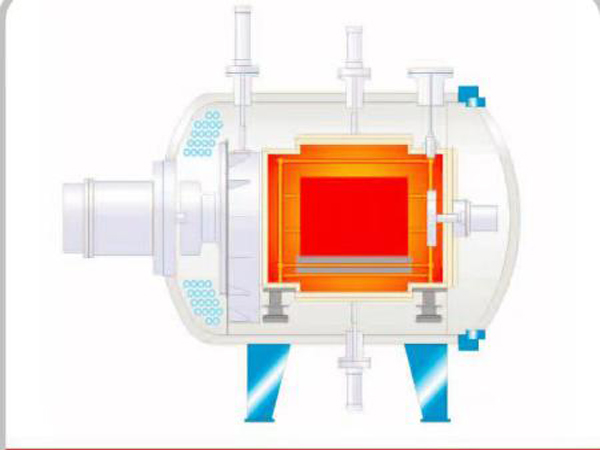
压力容器的热处理
一、压力容器在制造过程中,将带来以下问题:由于过量的冷卷、冷矫形等冷加工引起的冷作硬化。由于焊接引起的焊缝区组织和性能的变化。由于焊接产生残余应力以及由此而导致的应力腐蚀裂纹的产生和发展。 压力容器焊接时,当母材相邻区域产生一温差大于100度的急剧温度梯度时,在铁素体钢或相当的其他材料中引起不均匀的塑性应变,而在随后的冷却过程中,将产生一个峰值应力达到屈服点的残余应力场。 另外,由于压力容器制造中的不均匀塑性应变导致在弹性-塑性材料中产生残余应变,而残余应变可以是来自机械的(主要是冷卷、冷矫形等冷加工)热力的(主要是焊接过程产生的),或者两者兼有的原因,也就是热机械的原因。 因此,在压力容器加工完成的最终产品中将留下残余弹性应变场,并承受相应的弹性残余应力。残余应力的存在,将影响压力容器的使用性能。为了消除焊接区峰值应变,达到内应变均匀分布这一目的,可以采取多种方法,如机械震动法、焊后加热法等。然而,由于压力容器中许多潜在的问题主要来自焊缝区的冶金损伤,所以,采用机械方法以降低内应变的手段已经不足以预防日后运行过程中可能出现的诸多问题。另外,金属的氢脆现象已经比较为人们所关注。氢进入钢以后,机械性能会发生明显的变坏。强度和塑性明显降低,溶解于金属晶格中的氢,使钢在缓慢变形时发生脆性破坏。金属材料中的氢可以是在金属材料生产工艺过程中吸收的,如金属在焊接时液态金属吸收的氢保留在焊缝中,也可能是材料在氢环境中服役吸收的氢。对于焊缝中吸收的氢,比较有效的消除方法就是进行焊后热处理,它既可以达到松弛和缓和焊接残余应力,改善因焊接而被硬化及脆化的焊接热影响区,提高焊缝金属的延性和断裂韧性,也可以使焊接区及附近的氢等有害气体扩散逸出。 压力容器采用的热处理方法有两类:一类为改善机械性能的热处理,一类为焊后热处理(PWHT)。 广义地说,焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理。起内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力、析出热处理等。狭义地说,焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响,从而对焊接区及有关部位在金属相变2温度点以下均匀而有充分地加热,然后又均匀冷却的过程。许多情况下所讨论的焊后热处理实质上就是焊后消除应力热处理。








山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
